
Эффективность обогащения угля и функция желательности Харрингтона
- Завалишин Д.А.
АО «СЖС Восток Лимитед», г. Новокузнецк, Российская Федерация
Горная Промышленность №3 / 2021 стр. 106–109
![]() Резюме: Эффективность технологического процесса обогащения углей традиционно оценивают по соотношению практических результатов обогащения, достигнутых при обогащении данного угля на обогатительной фабрике, и теоретически возможных, определяемых при лабораторном процессе определения «обогатимости» угля. Однако лабораторная оценка «обогатимости» является трудоёмким процессом и не может быть реализована как оперативный метод контроля. В статье рассматривается возможность создания показателя оценки эффективности на традиционно определяемых в оперативных схемах контроля показателях. В основе показателя лежит хорошо известная функция качественной оценки процесса на основе нескольких показателей – «функция желательности Харрингтона». Расчет предложенного показателя эффективности проведен на основе расчетов качественно-количественных показателей обогащения тридцати различных углей при традиционной схеме обогащения. Оценка предложенного показателя эффективности проведена путем сравнения с традиционно применяемыми показателями эффективности. Результаты оценки показали, что предложенный показатель более информативен, так как позволяет учитывать также соответствие зольности при обогащении заданному параметру, более объективно позволяет оценить эффективность процесса обогащения, чем традиционно применяемый показатель «выход концентрата». В пределах заданной зольности концентрата имеет взаимосвязь с рекомендуемыми для оценки эффективности обогащения показателями эффективности. Учитывая специфику функции желательности, показатель позволяет провести качественную оценку процесса обогащения и определить оптимальное значение.
Резюме: Эффективность технологического процесса обогащения углей традиционно оценивают по соотношению практических результатов обогащения, достигнутых при обогащении данного угля на обогатительной фабрике, и теоретически возможных, определяемых при лабораторном процессе определения «обогатимости» угля. Однако лабораторная оценка «обогатимости» является трудоёмким процессом и не может быть реализована как оперативный метод контроля. В статье рассматривается возможность создания показателя оценки эффективности на традиционно определяемых в оперативных схемах контроля показателях. В основе показателя лежит хорошо известная функция качественной оценки процесса на основе нескольких показателей – «функция желательности Харрингтона». Расчет предложенного показателя эффективности проведен на основе расчетов качественно-количественных показателей обогащения тридцати различных углей при традиционной схеме обогащения. Оценка предложенного показателя эффективности проведена путем сравнения с традиционно применяемыми показателями эффективности. Результаты оценки показали, что предложенный показатель более информативен, так как позволяет учитывать также соответствие зольности при обогащении заданному параметру, более объективно позволяет оценить эффективность процесса обогащения, чем традиционно применяемый показатель «выход концентрата». В пределах заданной зольности концентрата имеет взаимосвязь с рекомендуемыми для оценки эффективности обогащения показателями эффективности. Учитывая специфику функции желательности, показатель позволяет провести качественную оценку процесса обогащения и определить оптимальное значение.
Ключевые слова: эффективность обогащения, функция желательности Харрингтона, выход товарного продукта (концентрата) обогащения, зольность товарного продукта (концентрата), выход отходов обогащения, зольность отходов обогащения, показатель относительной эффективности, показатель селективности процесса обогащения
Для цитирования: Завалишин Д.А. Эффективность обогащения угля и функция желательности Харрингтона. Горная промышленность. 2021;(3):106–109. DOI 10.30686/1609-9192-2021-3-106-109.
Информация о статье
Поступила в редакцию: 31.04.2021
Поступила после рецензирования: 14.05.2021
Принята к публикации: 01.06.2021
Информация об авторе
Завалишин Дмитрий Александрович – технический руководитель проектов исследований по переработке углей лабораторного комплекса, АО «СЖС Восток Лимитед» филиал в г. Новокузнецке, г. Новокузнецк, Российская Федерация; e-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript..
Введение
Как повысить эффективность обогащения на угольной обогатительной фабрике? Ответ напрашивается сам собой – конечно, в первую очередь нужно ее замерить. Казалось бы, что проще, все давно изучено и определено. Однако, когда дело касается практического применения, все становится не так однозначно. С чем это связано?
Прежде всего необходимо разобраться, что понимается под эффективностью в настоящее время в разных отраслях промышленности. Традиционно в современном мире под эффективностью все больше понимают достижения каких-то ключевых показателей эффективности, так называемых KPI (key performance indicators) [1]. При этом к данным показателям предъявляются определенные требования.
Требование №1. Показатель или показатели должны быть достаточно информативны, т.е. объективно оценивать эффективность анализируемого процесса, и их должно быть ограниченное стремящееся к минимуму количество, в идеале показатель должен быть один.
Требование №2. Показатель или показатели должны замеряться (контролироваться) с определённой периодичностью (дискретностью). Если рассматривать углеобогатительное предприятие, показатели должны быть включены в оперативную схему контроля.
Требование №3. Показатель или показатели должны иметь оптимальное (достигаемое) значение или качественно характеризовать процесс. Типичным примером качественной оценки в практике углеобогащения является классификация углей по обогатимости («легкая», «средняя», «трудная», «очень трудная»).
Основываясь на данном подходе, можно сделать вывод, что углеобогатительная фабрика как сложный технологический процесс может иметь несколько независимых показателей эффективности. Поэтому сначала нужно определить, какой показатель будет рассматриваться. В данной статье рассмотрена возможность формирования показателя, характеризующего эффективность технологического процесса обогащения.
Теперь, основываясь на этом понимании, необходимо вернуться к практике углеобогащения. Как правило, в оперативной схеме контроля на углеобогатительных фабриках контролируются следующие параметры: зольность входящего угля и содержание в нем влаги, практический (технологический) баланс обогащения, включающий в себя следующие показатели (укороченно): выход, зольность и содержание влаги в товарном продукте (концентрате), выход, зольность и содержание влаги отходов. Очевидно, что все показатели, входящие в баланс обогащения, характеризуют в какой-то мере эффективность технологического процесса обогащения.
Показатели процесса обогащения
Выход товарного продукта (концентрата) является негласно общепринятым показателем эффективности процесса обогащения. Однако зависимость его от колебания зольности и обогатимости входящего угля не позволяет считать его объективным показателем. При изменении зольности входящего сырья, даже при стабильной работе технологии фабрики, данный показатель может как увеличиваться, так и снижаться.
Зольность товарного продукта (концентрата) также является показателем, характеризующим эффективность процесса обогащения, так как обуславливает качество продукта. При этом данный показатель имеет двусторонние ограничения. С одной стороны, превышение данного показателя выше допустимого характеризует продукцию как брак, с другой стороны, снижение данного показателя, по сравнению с заданным, ведет к снижению выхода готовой продукции, что говорит о том, что технологический процесс обогащения также был недостаточно оптимален.
Выход и зольность отходов. Показатель зольности отходов также является одним из индикаторов, характеризующих эффективность обогащения. Именно он показывает уровень потерь товарного продукта с отходами обогащения и в целом характеризует уровень эффективности обогатительного оборудования. Очевидно, что чем выше значение данного показателя, тем выше эффективность.
Однако уровень повышения данного показателя ограничен. И в первую очередь ограничение связано с зольностью товарного продукта, так как повышение зольности отходов ведет к повышению зольности концентрата.
Таким образом, эффективность процесса обогащения характеризуется несколькими взаимосвязанными друг с другом показателями. Отсюда можно сказать, что основное требование к показателю эффективности обогащения – это возможность объединить их все в единый показатель. По сути, на этом и основаны предлагаемые в практике углеобогащения показатели эффективности. Условно их можно разделить на два вида.
Показатели, определяемые по результатам контроля практического баланса обогащения и обогатимости входящего сырья. К данным показателям относятся такие широко известные показатели, как применяемый в зарубежной практике показатель относительной эффективности (organic efficiency OE)1 [2], являющийся по сути аналогом российского показателя проектного норматива потерь, как он предложен в работе [3]. Есть и другие показатели, предложенные в работах [4; 5]. Данные показатели соответствуют условию № 3, так как определяют оптимальное значение, которое выражается в теоретических показателях обогащения (теоретический баланс обогащения), полученных при идеальном (лабораторном) обогащении угля. Однако данные показатели не соответствуют условию №2, так как, к сожалению, лабораторная оценка обогатимости на данный момент не является оперативным анализом и проводится достаточно редко в существующих схемах контроля на углеобогатительных фабриках.
Показатели, определяемые только по результатам практического баланса обогащения и исходной зольности угля. К данным показателям относится большое разнообразие показателей эффективности или селективности процесса обогащения. Основным недостатком данных показателей является то, что они не соответствуют условию №3, в литературе, как правило, нет информации об оптимальных значениях данных показателей и значениях, позволяющих качественно оценить процесс обогащения. Надо отметить, что в различных сферах при попытке связать разнородные показатели в единый показатель эффективности и качественно оценить процесс широко используется подход, основанный на функции желательности Харрингтона [6].
В данной статье рассмотрена возможность использования данного подхода при оценке эффективности обогащения на углеобогатительных фабриках.
Для этого был проведен анализ использования функции Харрингтона на соответствие трем условиям, предъявляемым к показателям эффективности.
Условие №1. Для формирования показателя функции желательности Харрингтона были выбраны два основных показателя – зольность товарного продукта (концентрата) и зольность отходов. При формировании функции для показателя зольность концентрата задавали двустороннее ограничение. Известно, что основной рабочей зольностью концентрата обогатительных фабрик по большей части является концентрат с зольностью в пределах 8,5–9,5%. На основе этого сделали двустороннее ограничение значения данного показателя в пределах показателя зольности 9.0%.
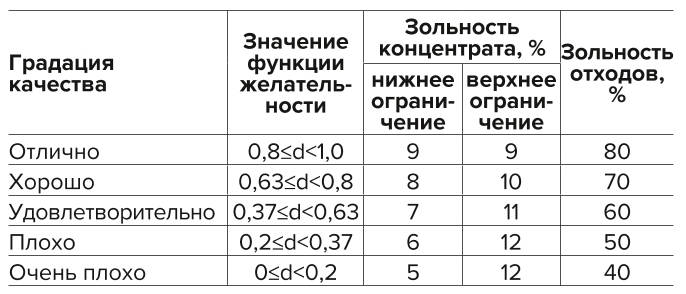
Интервалы зольности отходов были выбраны на основе практических данных обогащения углей на угольных обогатительных фабриках. Ограничения интервалов для формирования функции желательности приведены в табл. 1.
- Таблица 1 Значения показателей качества, закладываемых в функцию желательности
- Table 1 Quality indicators used in the desirability function
Для оценки информативности предложенного показателя производилась оценка взаимосвязи данного показателя с традиционными показателями эффективности – выходом товарного продукта (концентрата), зольностью товарного продукта (концентрата), зольностью отходов, относительной эффективностью (ОЕ) и селективностью процесса обогащения, рассчитываемыми по формуле, приведенной в ГОСТ 33656–2015 2. Для оценки использовались данные результатов обогащения различных по обогатимости углей при одной стандартной технологии обогащения: обогащение класса +13 мм – тяжелосредное обогащение, обогащение класса 2–13 мм – тяжелосредное обогащение, обогащение класса 0,2–2 мм – гравитационное обогащение, класса 0–0,2 мм – обогащение методом флотации.
Результаты анализа
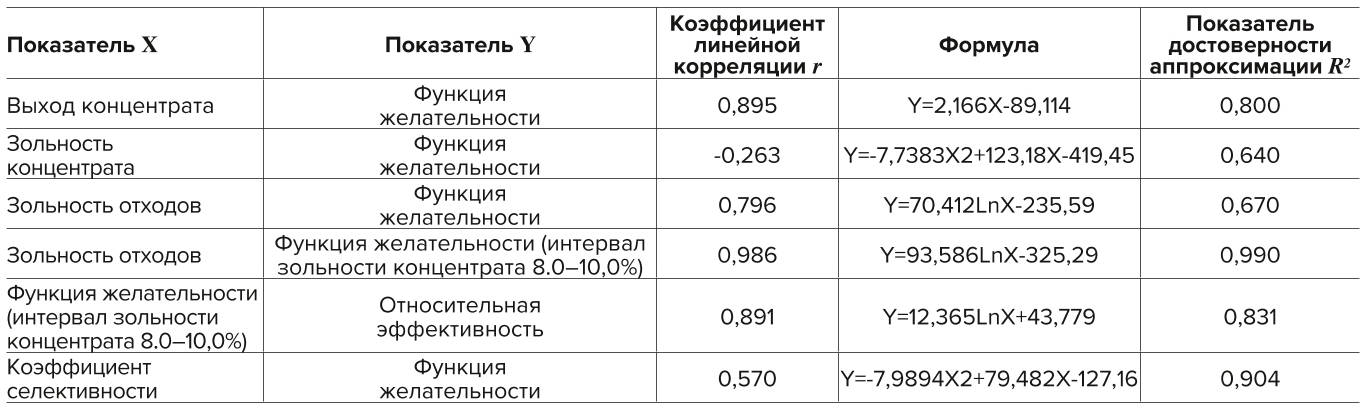
Выход товарного продукта (концентрата) – между предложенным показателем по функции желательности и показателем выхода концентрата наблюдается линейная зависимость (табл. 2).
- Таблица 2 Взаимосвязь между различными показателями и функцией желательности
- Table 2 Relationship between various indicators and the desirability function
Однако интересно рассмотреть данную зависимость в тех условиях, когда показатель выхода концентрата не позволяет объективно оценить эффективность, т.е. при обогащении угля одной и той же обогатимости, но с разной исходной зольностью. На рис. 1 приведены изменение выхода концентрата для двух разных углей с разной исходной зольностью и изменение показателя функции желательности.
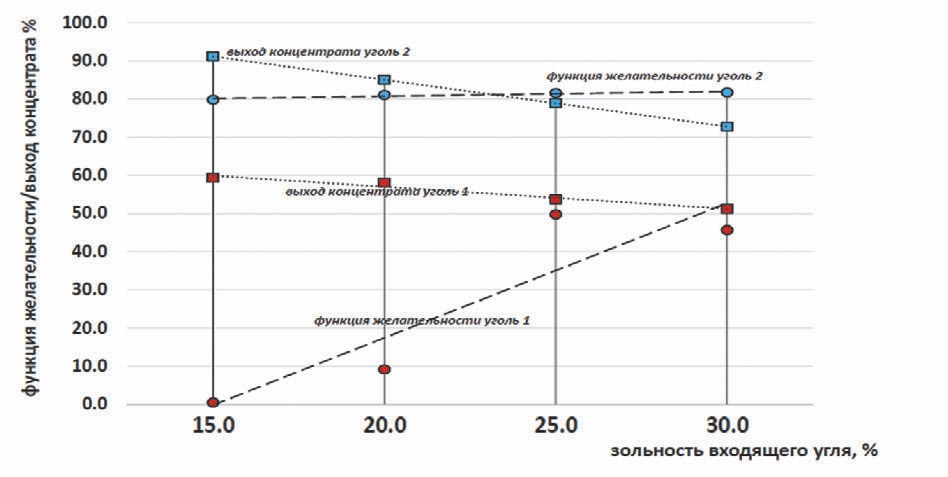
- Рис. 1 Изменение выхода концентрата и функции желательности при обогащении угля одной категории обогатимости, но разной исходной зольности
- Fig. 1 Changes in the clean coal yield and the desirability function in washing of coals with the same washability grade, but different initial ash content
Из рисунка видно, что показатель выхода концентрата однозначно говорит об ухудшении процесса обогащения, так как он снижается с увеличением зольности, в то время как показатель функции желательности находится на одном и том же уровне или даже растет, и это означает, что технологически фабрика работала с необходимой эффективностью. Сделанные выводы подтверждаются и ростом показателя зольности отходов. Таким образом, в данном случае показатель функции желательности дает более объективную информацию.
Зольность товарного продукта (концентрата). Между показателем функции желательности и зольностью концентрата существует полиномиальная зависимость с оптимумом в области зольности концентрата 9,0% (табл. 2). Таким образом, показатель функции желательности позволяет оценить изменение зольности в обе стороны – как в сторону увеличения (получения «бракованной» продукции), так и в сторону снижения (снижение выхода товарной продукции из-за получения зольности ниже заданной).
Зольность отходов. Между показателем функции желательности и зольностью отходов наблюдается зависимость, выражаемая логарифмической функцией (табл. 2), однако наблюдается большой разброс данных, анализ которых также показывает, что он связан с достижением заданной зольности концентрата. В области зольности концентрата 8,0–10,0%, т.е. +/– 1% к целевой зольности 9,0%, разброс данных становится значительно меньше (табл. 2).
Показатель относительной эффективности. Между показателем функции желательности и показателем относительной эффективности в области зольности концентрата 8,0–10,0%, т.е. +/– 1% к целевой зольности 9,0%, наблюдается зависимость, выражаемая логарифмической функцией (табл. 2). При этом оптимальное значение показателя относительной эффективности более 97% достигается при значении функции желательности на уровне 80%. Показатель селективности процесса обогащения.
Между показателем функции желательности и показателем селективности разделения наблюдается полиномиальная зависимость в области показателя селективности на уровне 5,5 ед. (табл. 2).
Таким образом, полученные результаты показывают, что предложенный показатель функции желательности многогранно описывает процесс обогащения, более объективен, чем традиционно применяемый показатель выхода концентрата, и имеет взаимосвязь с другими показателями эффективности, рекомендуемыми для оценки технологической эффективности процесса обогащения угля. При этом, в отличие от традиционных показателей эффективности, он учитывает отклонение зольности целевого продукта (концентрата) от заданного значения.
Условие №2. Показатель функции желательности рассчитывается по двум показателям: зольности товарного продукта (концентрата) и зольности отходов. Данные показатели являются традиционно контролируемыми в системе контроля обогатительных фабрик и, как правило, контролируются ежесменно.
Условие №3. Сама по себе функция желательности является функцией, которая предназначена для качественной оценки процесса. Таким образом, используя ее, можно определить оптимальное желаемое значение, которое должно быть более 80%. Также, если построить кривую функции желательности, можно определить интервалы, качественно характеризующие уровень эффективности процесса обогащения (рис. 2). При значении более 80% – очень высокая, в интервале 70–80% – высокая, в интервале 60–70% – средняя, в интервале 40–60% – низкая и при значении менее 40% – очень низкая.
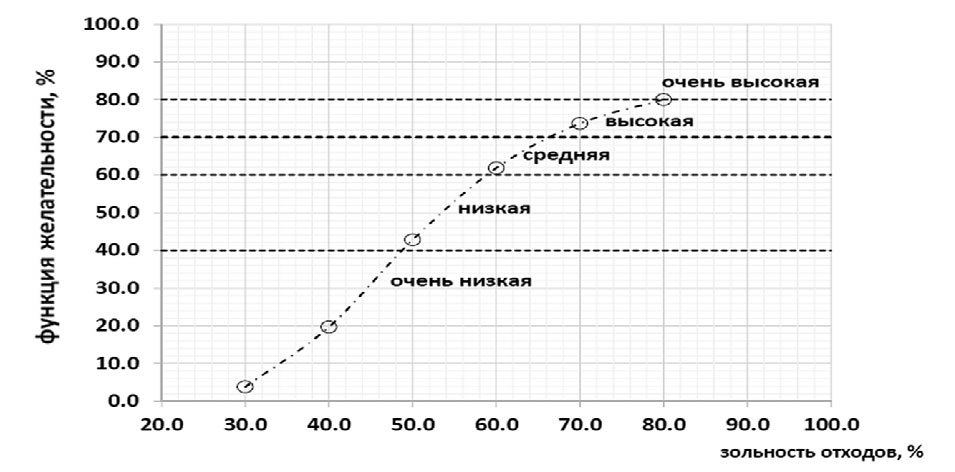
- Рис. 2 Функция желательности Харрингтона для оценки эффективности обогащения угля
- Fig. 2 Harrington's desirability function for assessing the coal washing efficiency
Заключение
Таким образом, основываясь на полученных результатах, можно сказать, что функцию желательности Харрингтона можно использовать при оценке эффективности процесса обогащения. Она позволяет:
– выражать эффективность одним показателем при сохранении многосторонней информативности;
– использовать данные, получаемые из стандартной схемы контроля на углеобогатительной фабрике;
– качественно оценить процесс обогащения.
Список литературы
1. Parmenter D. Performance Indicators: Developing, Implementing and Using Winning KPI's. New Jersey: USA: John Wiley & Sons, inc., 2007. 233 p.
2. Fred L. Stanley Plant Efficiency Testing or How to increase profit. CPSA Journal. 2002;(2):10–13.
3. Козлов В.А. Методика расчета проектных потерь товарного угля с отходами обогащения. Горный информационно-аналитический бюллетень. 2012;(3):274–278.
4. Благов И.С., Коткин А.М., Зарубин Л.С. (ред.) Справочник по обогащению углей. 2-е изд. М.: Недра; 1984. 614 с.
5. Коткин А.М., Ямпольский М.Н., Геращенко К.Д. Оценка обогатимости угля и эффективности процессов обогащения. М.: Недра; 1982. 196 с.
6. Ахназарова С.Л., Гордеев Л.С. Использование функции желательности Харрингтона при решении оптимизационных задач химической технологии. М.: РХТУ; 2003. 76 с.